プレート加工とは?プレート加工を高精度に実現するためのポイント
プレート加工とは
プレート加工は設備のベースとなる部品で、平面・平行度・穴ピッチなどの精度を求められる事が多い部品です。加工物が大きくなればなるほど、また厚みが薄くなればなるほど、加工歪が発生しやすく平面度などの精度要求を満たすのに非常に困難な加工になります。弊社では、荒加工・仕上加工や熱処理工程などを行い、研削なしでも高精度な平面度・平行度を実現します。
高精度なプレート加工を実現するポイント
深穴加工、小径穴加工、穴ピッチなどの高精度な加工の時は、真直度、直角度、水平度、真円度を極めて精巧に作られているジグボーラーを使用しますが、どれほど高精度な機械でも、環境が整っていないと性能を発揮することが出来ません。特に機械は温度に影響されるため、機械・ワーク・切削油・室温の管理をしっかりする必要があります。機械精度の維持をするためには温度変化の少ない環境で加工することが重要です。
ステンレス・SUSのプレート加工におけるポイント
ステンレスの加工は切削性が悪く、加工熱を持ちやすいため、加工条件が少しでも悪いと、極端に工具の寿命も短くなり、反りが発生しやすくなります。切り込み量、形状などにより、切削方法や加工条件をしっかり考える必要があります。弊社では、荒加工、歪とり、熱処理工程などを行い研削なしでも高精度な平面度・平行度を実現することが可能です。
アルミのプレート加工におけるポイント
アルミには様々な種類があります。一般的なアルミのA5000番台は比較的切削加工性が良く、反りも発生しにくい一方、A7000番台は比較的切削加工性は良いが、反りが発生しやすく歪みが取りにくいです。研削加工で平面・平行度・面粗度を求められる事もあり、アルミの研削は研削代が多いと砥石に目詰まりが起きやすく、加工条件が悪くなり歪が発生してしまいます。そのため、弊社では研削を最小限で済ませる為の前加工を重要視しています。
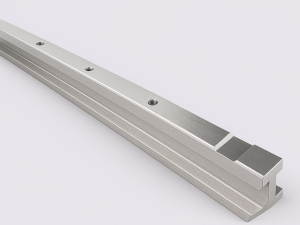
プレート加工事例①:A5052 高精度大物プレート・ジグボーラ加工
下の写真は、材質A5052の大物プレート(形状 20 mm × 400 mm × 960 mm)をジグボーラにて加工し、 底面平行度 30 μm、平面度 30 μmに仕上た事例です。600mmを越える大きなプレートになると加工を行うと加工歪などが発生し、平面度や平行度が低くなってしまいます。 しかし、長尺部品加工センターの持つ加工技術と加工環境の徹底により、 仕上げ加工を数回行い、底面の平面度、平行度30 μmを実現できました。
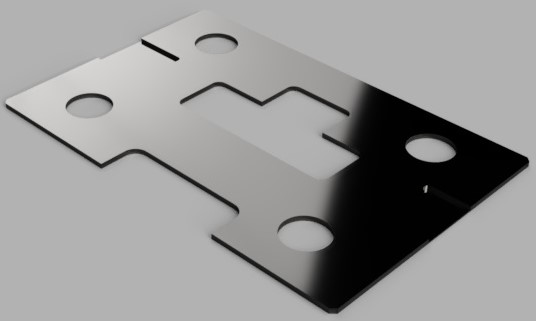
プレート加工事例②:薄板ステンレスプレートの複雑形状
下の写真は、薄板ステンレス(SUS430)で平行、平面度・平行度20ミクロンを達成した事例です。薄板ステンレスのため、加工歪が多く発生する形状になっていますが、熱処理・研削工程を加えることで、高精度に加工することができました。
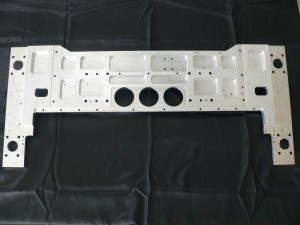
プレート加工事例③:S50Cの大物プレート
下の写真は、 研削加工にて平面度、平行度30ミクロンにて高精度に仕上げた事例です。弊社が保有する大型マシニングと大型研削盤により、社内での研削仕上げまでスピード対応することができました。

いかがでしょうか。上記でご紹介した事例はほんの一部です。
「こんな形状、加工できるの?」
「どうすれば、もっと安く加工できるの?」
などなど、加工に関するご相談は、お気軽にお問い合わせください。
最後に
長尺部品加工センターを運営する城陽富士工業では、ミクロン単位の超高精度加工や横型加工など、お客様のあらゆるニーズにお応えする加工技術を保有しております。
また、城陽富士工業では、
リモート会議システムを活用した「オンライン技術相談」も随時行っております。