長尺部品の細穴加工におけるポイント
長尺部品の細穴加工におけるポイント
Φ1mm未満の細穴加工においては、工具精度や切削条件やクーラ
長尺部品の細穴加工事例①:細穴・細溝長尺加工品

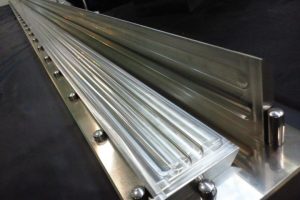
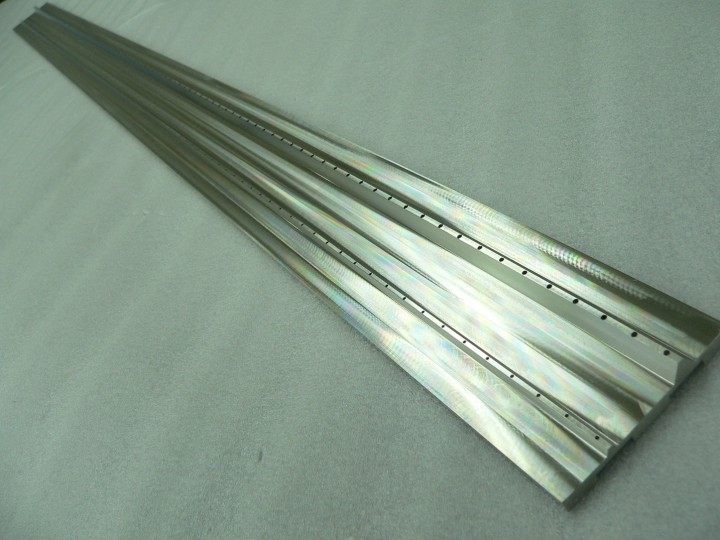
こちらは、ステンレス304より長尺加工した加工事例です。
厚み10ミリ長さ1500ミリの長尺プレート部品に細穴加工と細溝加工を行いました。細穴加工を行う重要なポイントは穴加工面の高精度な平面度や面粗度が必要になることです。また、0.5ミリのドリルの加工方法が重要なポイントです。
長尺部品の細穴加工事例②:インコネル 1m長尺部品 細穴加工

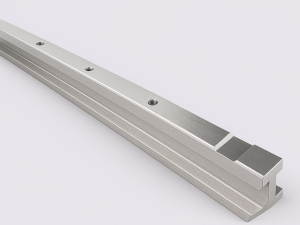
こちらは、インコネルの長尺加工品です。
このワークサイズで底面の平面度、平行度50ミクロンを実現しています。
山の頂点の平行度50ミクロン、さらに、Φ0.8とΦ1.5の細穴を穴ピッチ50ミクロンで3mm貫通させています。
高精度な長尺マシニングセンターTK40S-6000MV-5(最長加工サイズ6000mm )で加工致しました。
歪みを最小限に抑える加工技術を持っているので、1mの長尺部品でも平面度・平行度50ミクロンに仕上げることが可能です。
長尺部品の細穴加工のことなら長尺部品加工センターにお任せください!
今回は、A7075のプレート加工におけるポイントについてご紹介しました。
長尺部品加工センターを運営する城陽富士工業では、ミクロン単位の超高精度加工や横型加工など、お客様のあらゆるニーズにお応えする加工技術を保有しております。
また、城陽富士工業では、
リモート会議システムを活用した「オンライン技術相談」も随時行っております。