長物部品の焼き入れにおける注意点
長物部品の焼き入れにおける注意点
焼入れを行うことにより機械部品に適した硬度や強度(耐摩耗性・引張強さ・疲労強度)を得ることができます。そのため、材質にもよりますが、製品に高い硬度・強度が求められる場合は焼き入れが行われます。
ただ、長物部品の焼き入れにおいては注意点があります。長物部品は焼き入れにより熱を加えると歪が発生します。特にご指定の硬度が高い場合、焼き入れによる歪が発生しやすく、製品に歪みが残ることもあります。このような場合は、硬度を下げて歪みを防ぐ必要があります。
また、1mを超える製品の場合、窯に入らず焼き入れを行うことができない場合があります。こういった場合、当社では製品を分割して焼き入れを行ったり、硬度は下がりますがNAK材等への材質変更などをご提案させて頂いております。
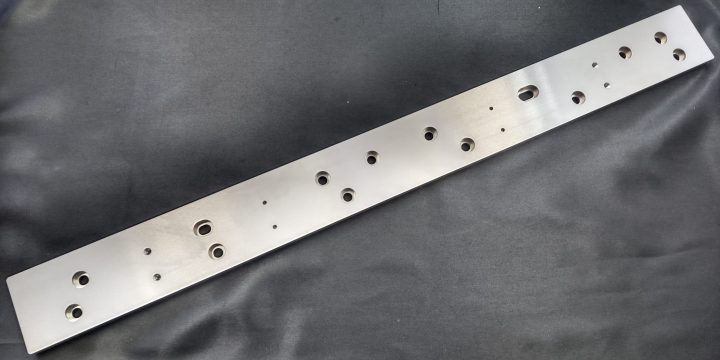
加工事例①:SUS440C 長物部品 焼き入れ加工

こちらは、SUS440Cの厚み10ミリ、幅63ミリ、長さ660ミリの長尺加工部品です。φ10穴加工、φ15のざぐりとM6・M3のタップ加工をしています。また、焼き入れ加工を施しており、焼入れ後の硬度はHRC58程度となります。焼き入れ後の加工は製品の硬度が上がり加工が困難になりますが、弊社では加工条件や工具の選定などを工夫することにより穴加工、ピッチ間の精度を出すことが可能です。
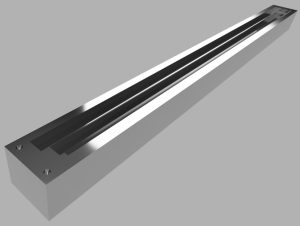
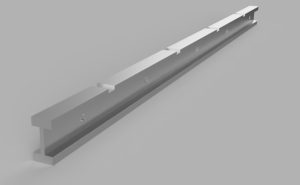
加工事例②:SKD11 長物部品 焼き入れ加工

こちらは、SKD11の厚み30ミリ、幅35ミリ、長さ1000ミリの長尺加工部品です。φ5穴加工とM8のタップ加工をしています。穴加工のピッチ間精度は±0.05となっております。また、焼き入れ加工を施しており、焼入れ後の硬度はHRC58程度となります。SKD11は熱処理を加えることで高硬度と耐摩耗性に優れた材質となります。しかし、焼入れを行うと製品に伸び縮みが発生する為、穴ピッチの精度保証が困難となります。そのため、弊社では焼入れ前の段階では斜め部分の荒加工までを行い穴加工、タップ加工は行いません。焼入れ後に研磨加工を行い、その後マシニングセンターにて斜め部分の仕上げ加工、穴加工及びタップ加工を施しております。
最後に
長尺部品加工センターを運営する城陽富士工業では、
ミクロン単位の超高精度加工や横型加工など、お客様のあらゆるニーズにお応えする加工技術を保有しております。
長尺加工に関するお悩みは、是非、当社までご相談ください。
また、城陽富士工業では、
リモート会議システムを活用した「無料オンライン技術相談」も随時行っております。
無料オンライン技術相談をご希望の方は、下記よりお申込みください。