難削材の長尺加工における注意点
難削材とは?
難削材とは、その名の通り”加工が難しい材料”のことを指します。この難削材の具体的な例としましては、ステンレス、チタン、インコネルなどが挙げられます。では、なぜこれらの材料は削りにくいのでしょうか?それは下記のような特性を持っているためです。
①硬度が高い
②材料強度が大きい(せん断や引っ張りに強い)
③加工硬化が生じやすい
④熱伝導率が低い(加工時の温度が逃げにくい)
⑤工具との親和性が高く、加工時に癒着しやすい(構成刃先やビビり等)
難削材の長尺加工における注意点
上記のような特性を持っているため、難削材への加工は非常に難しいといえます。さらに、それが長尺加工であればなおさらです。1mを超えるような長尺部品では、加工時に歪み・反りが非常に発生しやすいためです。つまり、難削材の長尺加工においては、加工の難しい材料に”いかにして歪み・反りの発生を防止しながら加工を行うか”検討する必要があります。そのために注意すべき点は下記2点です。
①工具選定
当然のことながら、長尺部品は加工箇所が多くなります。必然的に加工時間が長くなり工具への負担は大きくなるため、刃先の摩耗や溶着による構成刃先の影響により精度が外れてしまうリスクが大きくなります。
②加工条件
難削材への長尺加工を行う際はカタログ数値だけではなく各加工機の能力に合った切削条件を導くことが重要です。また、切削油の管理も重要な要素となります。油量や油温、切削油の掛け方なども注意が必要です。
弊社では、これまで培ってきたノウハウ・知見に加え、工具メーカー様など協力先様との連携を取ることで、最適な工具選定・切削条件の検討を行っております。さらに、独自の長尺加工ノウハウ・技術を用いて、長尺加工時に歪を極限まで抑え、高精度な加工を行っております。
加工事例①:インコネル 長尺部品
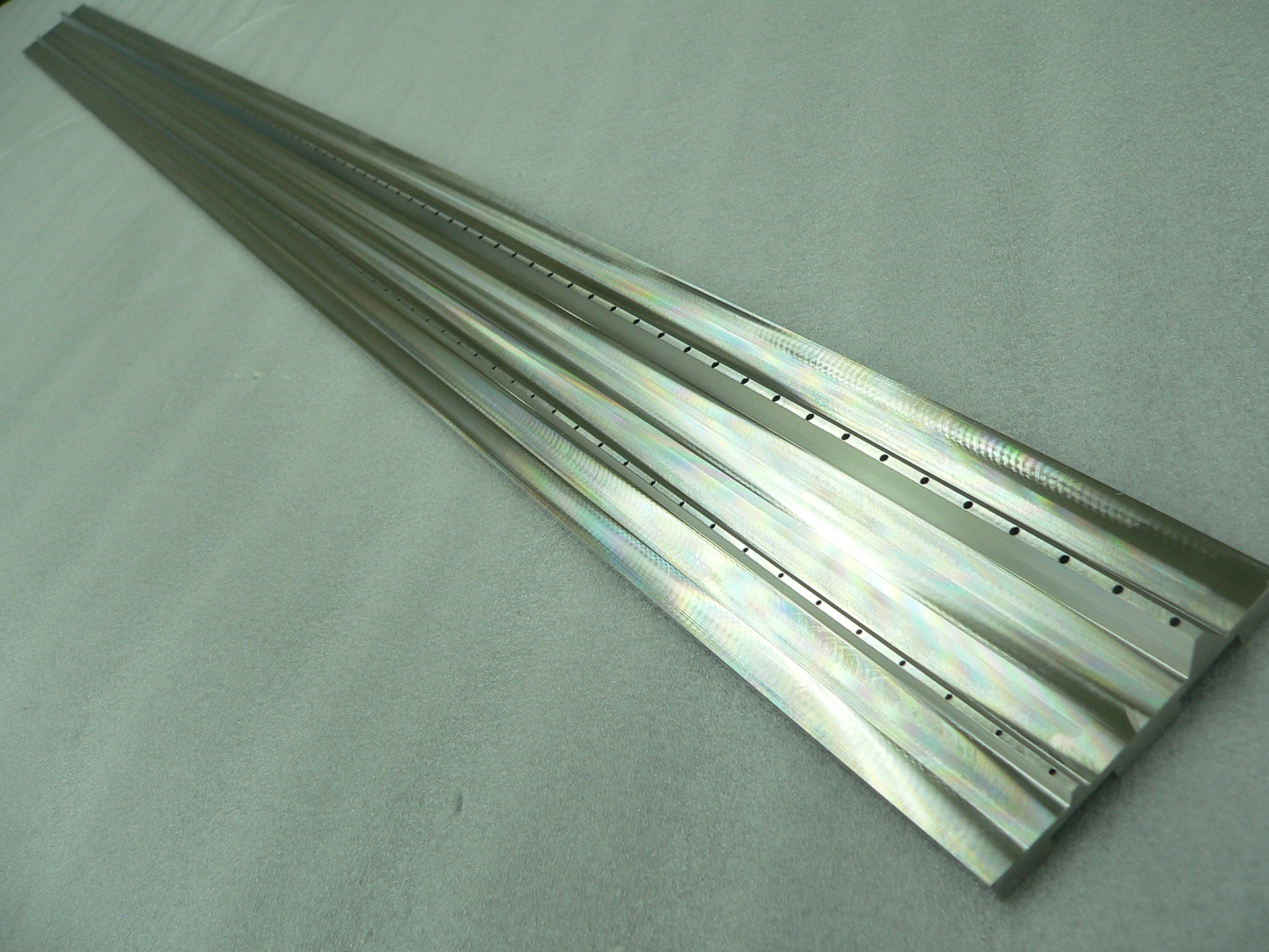
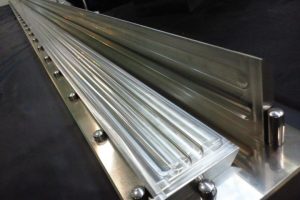
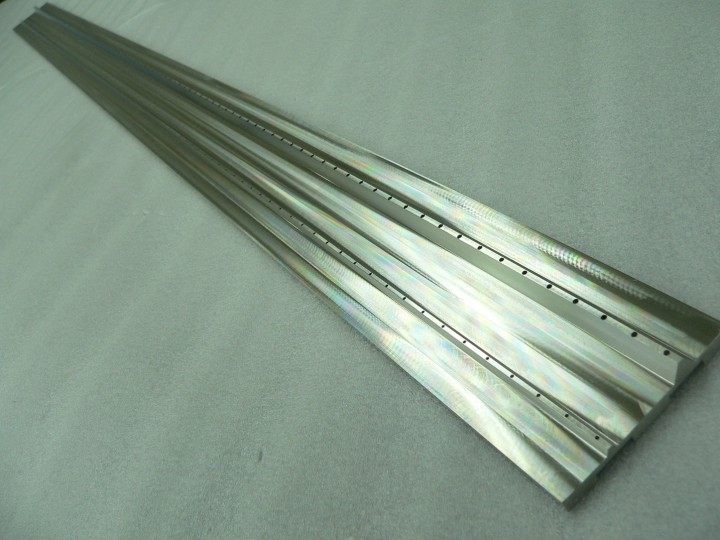
インコネルの長尺加工品です。このワークサイズで底面の平面度、平行度50ミクロンを実現しています。山の頂点の平行度50ミクロン、
さらに、Φ0.8とΦ1.5の細穴を穴ピッチ50ミクロンで3mm貫通させています。高精度な長尺マシニングセンターTK40S-6000MV-5(最長加工サイズ6000mm )で加工致しました。歪みを最小限に抑える加工技術を持っているので、1mの長尺部品でも平面度・平行度50ミクロンに仕上げることが可能です。
加工事例②:ステンレス 長尺部品(焼き入れ)
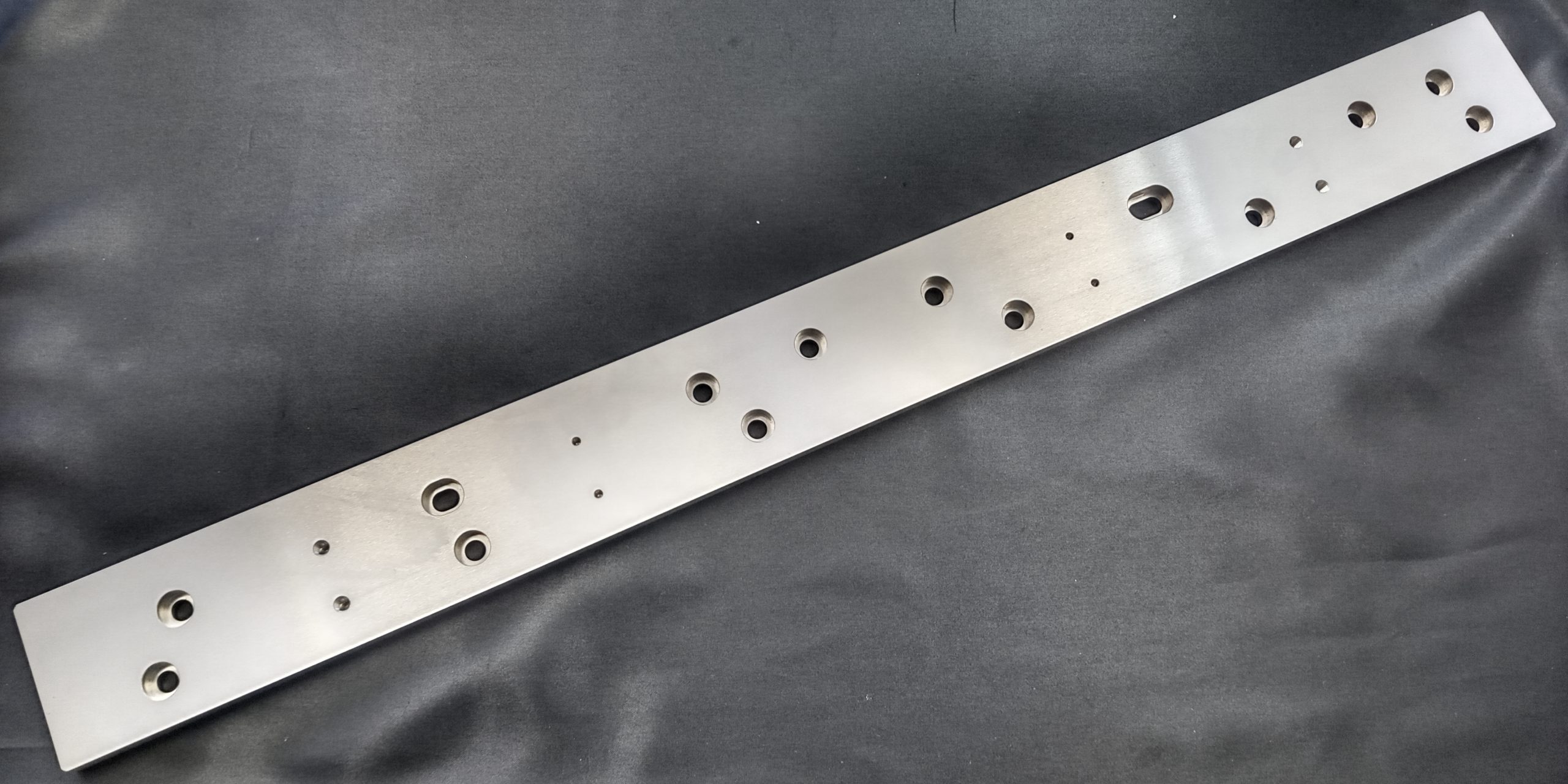
材質はSUS440Cの厚み10ミリ、幅63ミリ、長さ660ミリの長尺加工部品です。φ10穴加工、φ15のざぐりとM6・M3のタップ加工をしています。焼入れ後の硬度はHRC58程度となっています。焼き入れを行うと製品に伸び縮みが発生してしまいます。焼き入れ前に穴加工を施すと穴ピッチの精度保証ができません。また焼き入れ後の加工は製品の硬度が上がり加工が困難になりますが、弊社では加工条件や工具の選定などを工夫して加工する事により穴加工、ピッチ間の精度を出すことが可能です。
最後に
長尺部品加工センターを運営する城陽富士工業では、
ミクロン単位の超高精度加工や横型加工など、お客様のあらゆるニーズにお応えする加工技術を保有しております。
長尺加工に関するお悩みは、是非、当社までご相談ください。
また、城陽富士工業では、
リモート会議システムを活用した「無料オンライン技術相談」も随時行っております。
無料オンライン技術相談をご希望の方は、下記よりお申込みください。