大物薄板(SUS303)の歪み防止ポイント
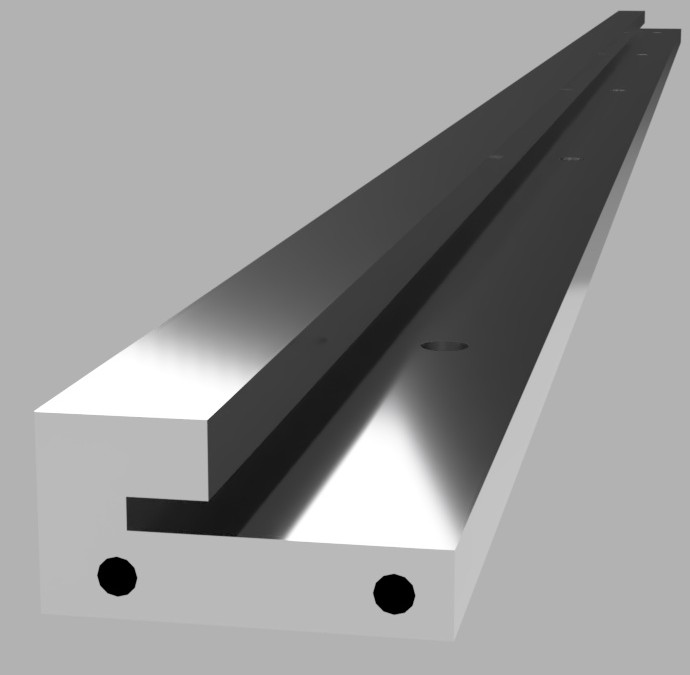
BEFORE
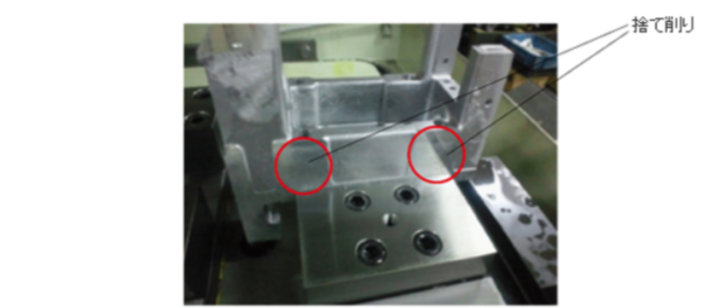
SUS303 の大物厚板(約 30mm)の高精度加工では、素材歪みと応力変化が大きな課題でした。焼鈍なし材は歪みが大きく、多くの工程作業が必要でした。焼鈍あり材は一度は平面度 0.03 まで出せたものの、穴加工後の応力解放で 0.1 まで悪化し、精度維持が困難でした。いずれも応力変化を見据えた最適な加工順序が確立できていない点が問題でした。
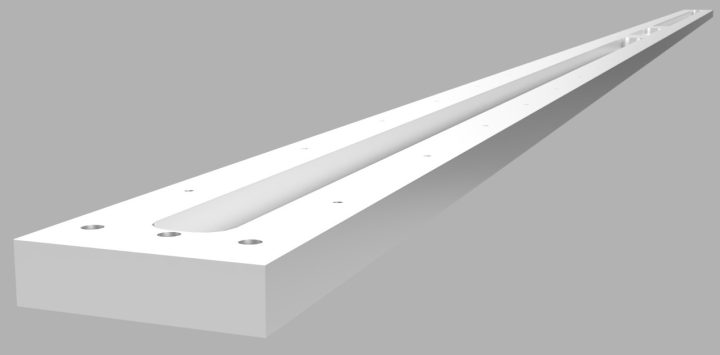
AFTER
素材の歪みを抑える目的でも焼鈍材を選定することが重要です。また、大径穴加工で応力が解放される点を踏まえ、「荒加工 → 穴あけ → 歪取り → 最終仕上げ」のように応力解放を先に行う加工順序へ見直し、最終精度を安定して確保できるプロセスを構築します。
POINT
SUS303 の大物厚板(T30)加工では、素材歪みと穴あけ後の応力解放による歪みが精度悪化の要因でした。これを防ぐために焼鈍材を採用し、さらに「荒加工 → 穴あけ(応力解放) → 歪取り → 最終仕上げ」という加工順序へ見直すことで、最終的な平面度を安定して確保できるようにします。