インバーとスーパーインバーの加工におけるポイント

インバー(合金)とは?インバー(合金)の特性
インバーの成分としては鉄63.5%と、ニッケル36.5%と、マンガン0.7%、炭素0.2%未満が含まれる合金であり、熱膨張が非常に低く、熱の影響をほとんど受けない金属です。インバーの熱膨張係数は鉄のおよそ1/10です。さらにインバーを発展させた合金をスーパーインバーといいます。スーパーインバーは鉄63.5%、ニッケル31.5%、コバルト5%の三元合金で熱膨張係数は鉄の1/100以下とインバーよりさらに優れた特性を持ちます。
インバーとスーパーインバーの加工におけるポイント
インバーなどの低熱膨張材は加工が困難な難削材です。その要因としては低熱膨張材の特性である、熱による変形が無いのと同時に、熱伝導率の低さにあります。熱伝導率が低いと、加工を行った際に、熱が材料にこもる事で歪みが発生しやすくなります。
そこで当社では、刃物の選定、加工条件などを適正にすることで歪みを最小限に抑えた加工を実現しています。
また、インバーの材料単価は他の材料と比較すると高いですが、当社は、材料手配から加工まで一貫して対応するため、コストを抑えた加工が可能です。
スーパーインバーの加工事例
FN315 横穴ボーリング加工

こちらは、スーパーインバーに深穴ボーリング加工を行ったものです。
スーパーインバーは粘り気が強く、削りにくい材料です。
マシニングセンタ―(DuraVertical 5060)にて段落ち加工を行った後、
横型マシニングセンター(HS5A)にて、側面に深穴加工を行い、Φ32H7 の深穴ボーリング加工を施しました。
この深穴ボーリングは底面に対しての平行度 10ミクロン、同芯度 10ミクロンに仕上げています。
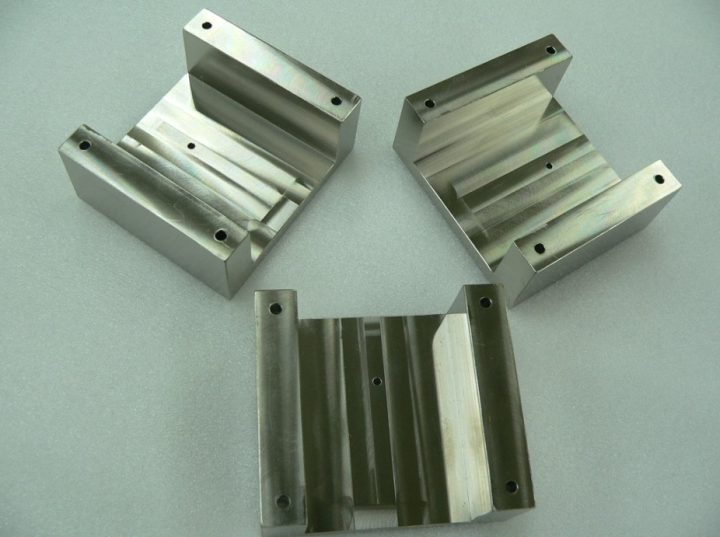
スーパーインバー・プレート

スーパーインバー素材を使ったプレート部品です。
インバーなどの低熱膨張材は加工が非常に困難な難削材です。穴加工、タップ加工、ボーリング加工、溝加工などを刃物の選定、加工条件などを適正にして高精度な加工が可能です。
インバー 検査装置部品
難削材であるイ ンバーにマシニング加工を行った後、無電解ニッケルメッキを行ったものです。
こちらは検査装置に組み込まれている部品です。
マシニングセンタ―(DuraVertical 5060)によって、段落ち加工を行いました。
段落ち部の平面度20ミクロンに仕上げています。
インバーは熱膨張率が少なく、検査装置の他、医療機器等の部品にも適しています。
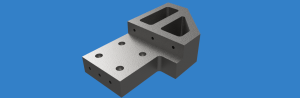
ブラケット

小物部品ですが難削材(スーパーインバー)の為お声かけして頂きました。
本製品は端面を基準とし基準面から穴のピッチ精度や段の平行度、直角度が必要となります。
端面から段の平行度、直角度は20μに仕上げています。
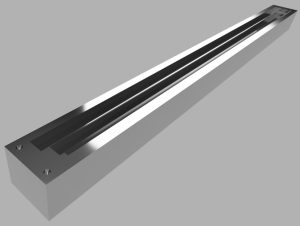
ブロック

本製品は両サイドに深さ20㎜、長さ150㎜の段加工を行っています。
底面の平面度30μ段の平行度20μを実現した事例です。
弊社では、材料また形状に応じた最適な加工条件や工具の選択などを行い高精度に仕上げる事が可能となります。
最後に
長尺部品加工センターを運営する城陽富士工業では、ミクロン単位の超高精度加工や横型加工など、お客様のあらゆるニーズにお応えする加工技術を保有しております。
また、城陽富士工業では、
リモート会議システムを活用した「オンライン技術相談」も随時行っております。