鉄のプレート加工におけるポイント
プレート加工とは
プレート加工は設備のベースとなる部品で、平面・平行度・穴ピッチなどの精度を求められる事が多い部品です。加工物が大きくなればなるほど、また厚みが薄くなればなるほど加工歪が発生しやすく平面度などの精度要求を満たすのに非常に困難な加工になります。しかし、弊社では、荒加工・仕上加工や熱処理工程などを行うことで、研削なしでも高精度な平面度・平行度を実現します。
プレート加工における鉄の種類
鉄は材料内に含まれている炭素量により分類されます。一般的にプレートなどによく使用されるのがSS400やs50Cと呼ばれるものです。SS400は炭素含有量が0.2%に対して、S50Cは0.5%前後なのでSS400よりも硬く強い材料です。加工するうえでもSS400よりもS50Cの方が加工歪が少ないため、高精度な品物の際はS50Cの方が加工は簡単です。
鉄のプレート加工のおけるポイント
深穴加工、小径穴加工、穴ピッチなどの高精度な加工の時は、真直度、直角度、水平度、真円度を極めて精巧に作られているジグボーラーを使用します。その機械精度を高く保つ必要があります。いくら高精度な機械でも、環境が整っていないと性能を発揮することが出来ません。特に機械は温度に影響されるため、機械・ワーク・切削油・室温の管理をしっかりする必要があります。機械精度の維持をするためには温度変化の少ない環境で加工することが重要です。
鉄のプレート加工事例①:丸物薄板プレート
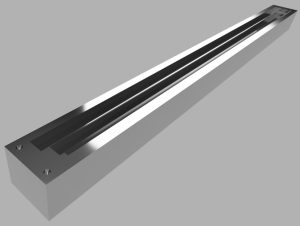
こちらは、2か所の角窓部分を抜いたSS400の溶断材料を購入し、厚みはロータリー研削盤にて仕上げた事例です。平行度・平面度0.1ミリを実現しています。最短納期対応の場合、朝にご注文頂ければ夕方に発送し翌日納品が可能です。
鉄のプレート加工事例②:研磨プレート部品

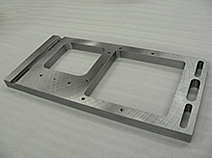
こちらは、厚み25ミリのプレート部品です。平面上に掘り込み加工や穴加工(公差穴・穴ピッチ公差)があります。掘り込み加工後は歪が生じますが、最終工程に研削加工を行うことで、平面度を20ミクロン以内に抑えました。
鉄のプレート加工事例③:大物プレート・多数穴(M6)

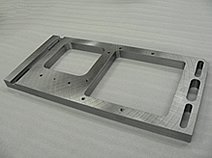
こちらは、鉄S50Cの厚み30ミリ大物プレート部品を加工した事例です。平面上に掘り込み部や角穴、切りかけ部、多数のM6タップがあります。歪が生じますが、研削加工なしで平面度30ミクロンに抑えました。
鉄のプレート加工事例④:厚み10ミリ 薄板大物プレート
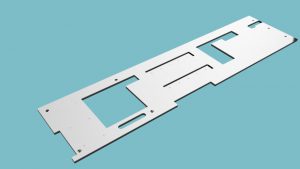
こちらは、鉄SS400より加工した、厚み10ミリの薄板大物プレートです。
平面上に掘り込み部(深さ8ミリ)や大きい角穴、切りかけ加工があります。
掘り込み部分は厚みが2ミリであったり、角穴形状が異形状なため、研削加工時にビビりなどが生じて加工が非常に困難ですが、平面度20ミクロンに抑えて仕上げる事ができました。
鉄のプレート加工なら長尺部品加工センターにお任せ下さい!
今回は、鉄のプレート加工におけるポイントについてご紹介しました。
長尺部品加工センターを運営する城陽富士工業では、ミクロン単位の超高精度加工や横型加工など、お客様のあらゆるニーズにお応えする加工技術を保有しております。
また、城陽富士工業では、
リモート会議システムを活用した「オンライン技術相談」も随時行っております。