ステンレスプレートの研削レス加工でコストダウン
ステンレスプレートの研削加工
ご存知の通り、ステンレスは鉄を主成分とし、クロムを含んだサビが発生しにくい合金です。防錆性に加え、軽くて耐久性がある素材の為、様々な業界で幅広い用途で使用されています。一方で、ステンレスは加工応力により加工硬化が起きるなど加工が難しい素材といえます。また、研削加工時、オーステナイト系ステンレス(SUS303、SUS304等)は磁性を持たないためにマグネットチャックでの保持ができないため、治具などを作製し加工する必要があります。
これらの理由から、ステンレスプレートの研削加工には豊富な加工ノウハウや加工条件の最適化が求められます。弊社ではこれまで培ってきた経験を活かし、ステンレス部品であっても高精度に研削加工を行うことが可能です。また、マグネットチャックが使用できない場合は、弊社から加工を考慮した最適な形状提案させていただくこともございます。
ステンレスプレートの研削レス加工でコストダウン
弊社では、製品の使用用途に応じて研削加工有と研削レス加工でのご提案を行っています。同じ精度で面粗度が必要でない場合は研削レス加工をお勧めしております。研削レス加工では、研磨にかかる費用や時間を削減することができますので、コストダウン・納期短縮にも大きく貢献します。
ステンレスプレートの加工事例①:SUS304 長尺プレート
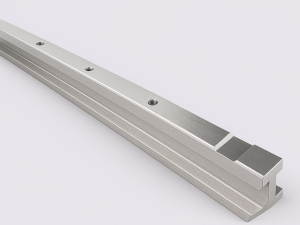
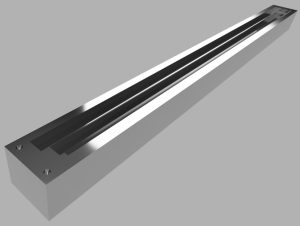
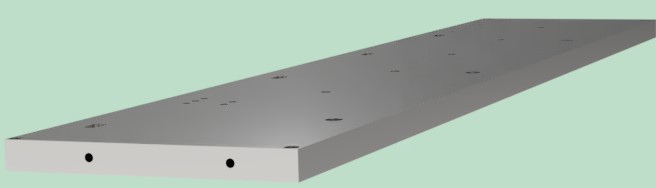
SUS304の厚み20ミリ、幅180ミリ、全長3500ミリのステンレス長尺プレートになります。平面にざぐり穴と長穴加工やポケット加工、両端面にタップ加工をしています。また、先端部1ミリのストレートをつけた斜め加工をしています。精度は先端部分の真直度・平面度・平行度0.05(機上測定)となります。3000ミリを超える製品は加工後の歪取が困難となります。加工を行う前に材料の状態を確認し、最適な加工条件を決定します。荒加工時の削り比率を考慮し、加工方法を決定します。荒加工で歪を少なく加工する事が仕上り時の精度保証に大きな効果を与えます。
ステンレスプレートの加工事例②: SUS304 長尺ベース
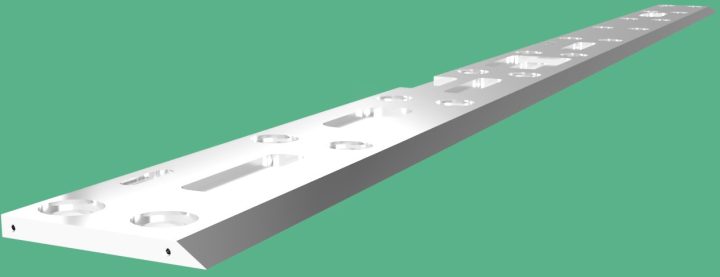
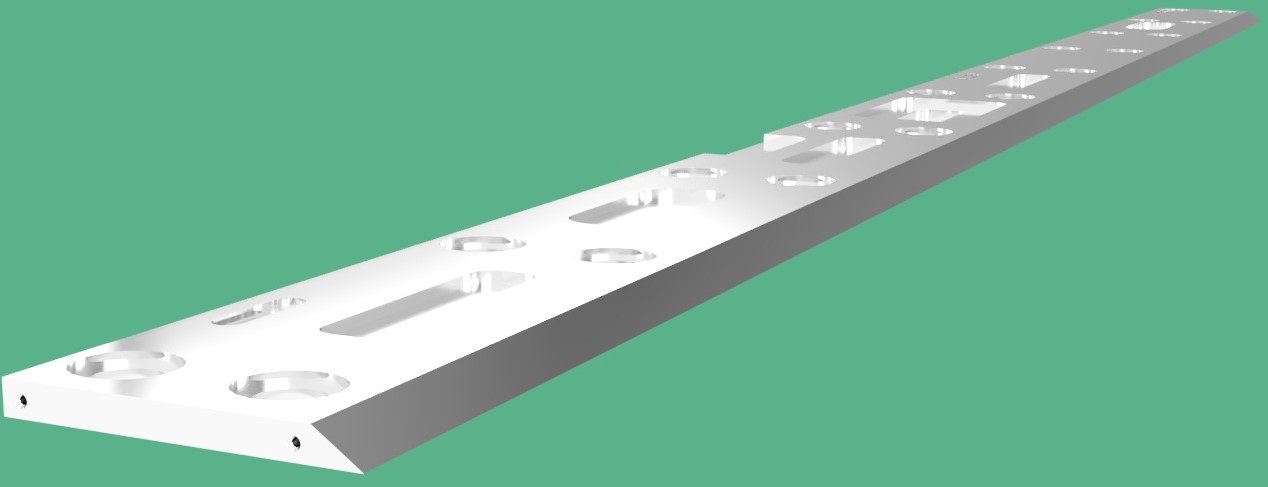
SUS304の厚み20ミリ、幅200ミリ、全長900ミリの長尺ベース部品になります。両端面にタップ加工、平面上に長穴加工、タップ加工ザグリ穴とリーマ穴加工をしています。平行度、平面度0.05、穴ピッチ間精度0.05で仕上げています。ステンレスは材質の特性上熱の影響を受けやすいので、加工による歪が発生します。荒加工時の削り比率の設定を行い歪を少なく加工することで、仕上げ加工での精度保証が可能となります。
最後に
長尺部品加工センターを運営する城陽富士工業では、
ミクロン単位の超高精度加工や横型加工など、お客様のあらゆるニーズにお応えする加工技術を保有しております。
長尺加工に関するお悩みは、是非、当社までご相談ください。
また、城陽富士工業では、
リモート会議システムを活用した「無料オンライン技術相談」も随時行っております。
無料オンライン技術相談をご希望の方は、下記よりお申込みください。