アルミのプレート加工とは

プレート加工とは
プレート加工は設備のベースとなる部品で、平面・平行度・穴ピッチなどの精度を求められる事が多い部品の加工を指します。
加工物が大きくなればなるほど、また厚みが薄くなればなるほど、加工歪が発生しやすくなり、平面度などの精度要求を満たすのが非常に困難な加工になります。
弊社では、機械・ワーク・切削油・室温などの温度管理を徹底し、荒加工・仕上加工や熱処理工程などを行うことで、研削なしでも高精度な平面度・平行度を実現します。
アルミプレート加工における加工ポイント
一般的なアルミのA5000番台は比較的切削加工性が良く、反りも発生しにくいです。
一方、A7000番台は比較的切削加工性は良いですが、反りが発生しやすく歪みが取りにくいです。
また、アルミの加工時に気を付けたいポイントは、アルミの溶着です。
加工中にアルミが溶けて工具に溶着してしまうと加工性が悪化するため、高精度な加工を行う事が難しくなります。
そのため、適切な工具の選定や切削条件の見直し、クーラントでの冷却などの対策を行う必要があります。
研削加工で平面・平行度・面粗度を求められる事もあり、アルミの研削は研削代が多いと砥石に目詰まりが起きやすく、加工条件が悪くなり歪が発生してしまいます。
そのため、弊社では研削を最小限で済ませる為の前加工を重要視しています。通常、A5052に研削加工を行う場合は、通常研削代は0.2~0.3mm必要とされていますが、
弊社では、研削代を0.05~0.1mm程度に設定することが可能です。これにより、研削加工工程の時間短縮につながり、全体的なリードタイムを短縮することが可能となります。
アルミプレートの研磨加工における加工ポイント
薄いプレートなどの場合、特に研磨代が多いと、研磨仕上げで反りやねじれが発生しやすくなります。
大物プレートなどは、研磨代が0.1違うだけで加工時間が大幅に変わります。
前工程の精度が悪いと、研磨仕上げに時間がかかってしまいます。
そこで、研磨仕上げ前のフライス加工で出来るだけ精度良く加工し、研磨代も最小限にすることが重要になります。
それにより、研磨仕上げによる反りや歪みを抑え、加工時間も短縮でき、コストダウンにつながります。
当社のアルミプレート加工事例
当社が手掛けたアルミプレート加工事例をご紹介します。
事例1:アルミA5052 長尺プレート
| 寸法 | 25mm×180mm×2000mm |
|---|---|
| 材質 | アルミA5052 |
| 精度 | ザグリ加工ピッチ間精度360mm±0.03 |
| 特徴 | 端面及び側面に管用ネジ加工. 下穴は端面はガンドリル加工、タップ加工は横ボール盤。 側面はマシニングセンターにて加工。 各工程の温度管理の実施。 |
| 参考価格 | 98,000円(材料費除く) |
事例2:長尺アルミベースプレート部品

| 寸法 | 10×290×3000 |
|---|---|
| 材質 | A5052 |
| 精度 | 平面上の穴ピッチ0.05 |
| 特徴 | 長尺アルミベースプレート 全長3m両端タップ加工 |
| 参考価格 | 80,000(材料費別) |
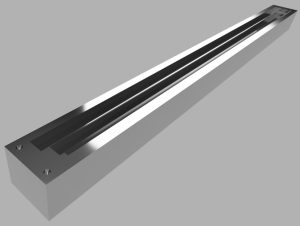
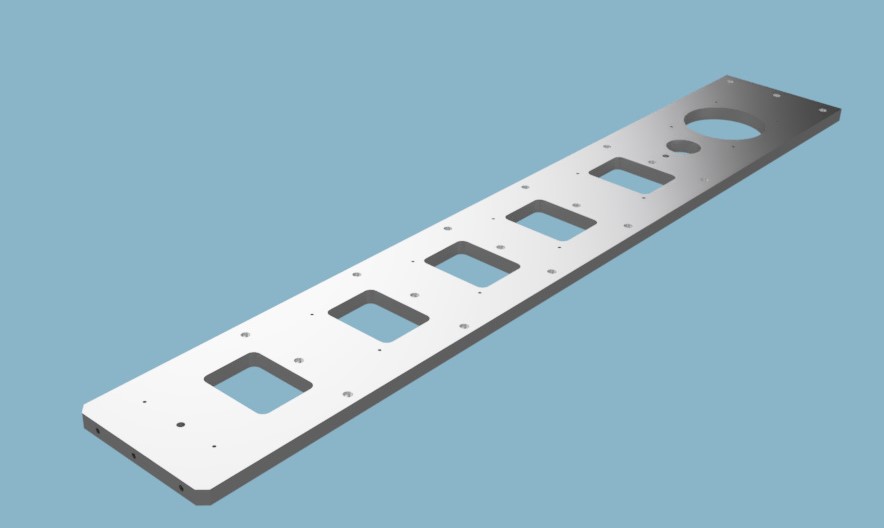
事例3:アルミA5052 2500mm長尺プレート

| 寸法 | 50×300×2500 |
|---|---|
| 材質 | アルミ A5052 |
| 精度 | 平行度、平面度0.05 |
| 特徴 | 2段の段落とし加工と両端部切り欠け加工。 |
| 参考価格 | ¥308,000(材料費別) |
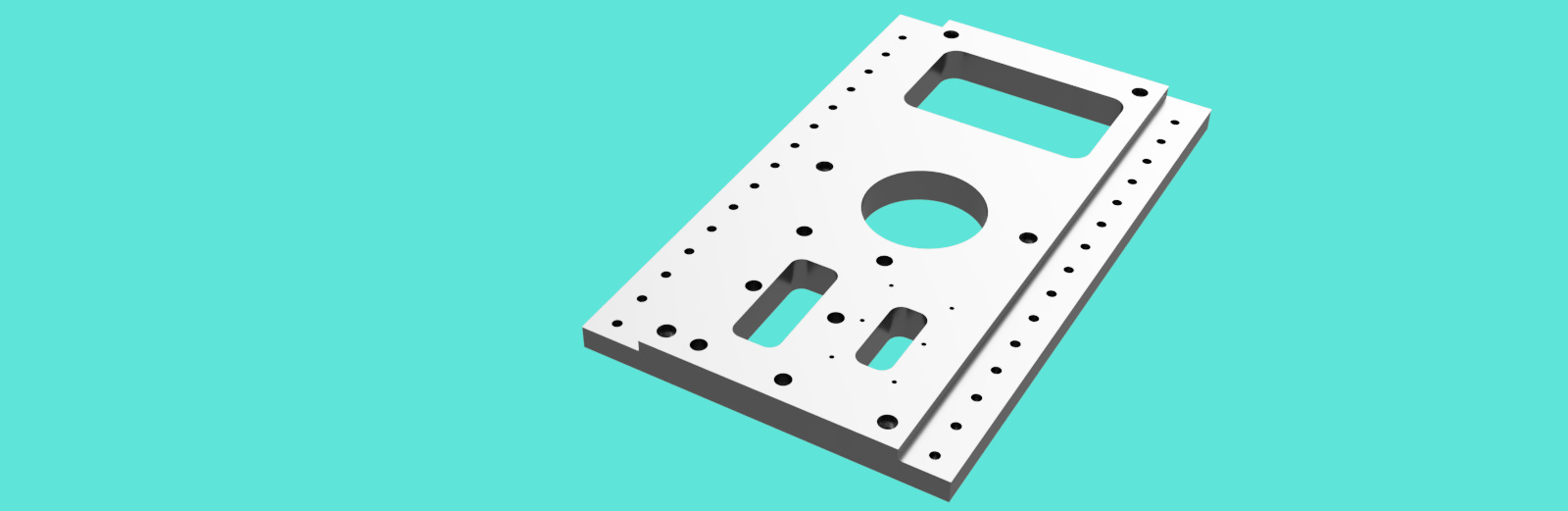
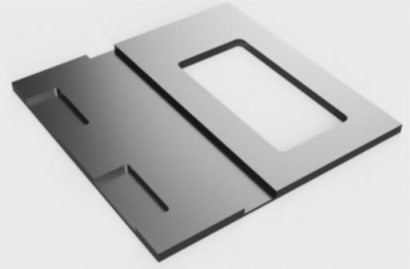
事例4:アルミプレート 研磨加工(平面度・平行度:10μm)
| 寸法 | 厚み20ミリ、幅600ミリ、全長600ミリ |
|---|---|
| 材質 | A5052 |
| 精度 | 平面度、平行度10ミクロン |
| 特徴 | アルミプレート、研削加工部品。 平面に抜き穴、ざぐり穴が16カ所と抜き溝を4カ所 研磨加工前の機械加工時に平面度、平行度50ミクロン以内 |
| 参考価格 | @178,000(材料費別) |
事例5:アルミプレート 研磨加工(平面度・平行度:20μm)
| 寸法 | 30X600X1000 |
|---|---|
| 材質 | A5052 |
| 精度 | 平面度、平行度20ミクロン |
| 特徴 | 全面研削加工(段落ち部含)により平面度、平行度20ミクロン |
| 参考価格 | ¥236,000(材料費別) |
事例6:アルミA7075 プレート部品
| 寸法 | 15×200×1300 |
|---|---|
| 材質 | A7075 |
| 精度 | 50ミクロン |
| 特徴 | ・厚み15ミリの長尺部品 ・平面上穴加工箇所(数か所) ・機械加工仕上げ |
| 参考価格 | 61,700(2個) |
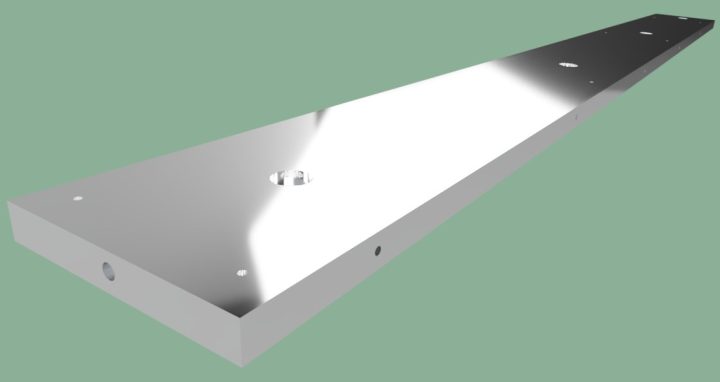
事例7:アルミ A5052 高精度大物プレート・ジグボーラ加工
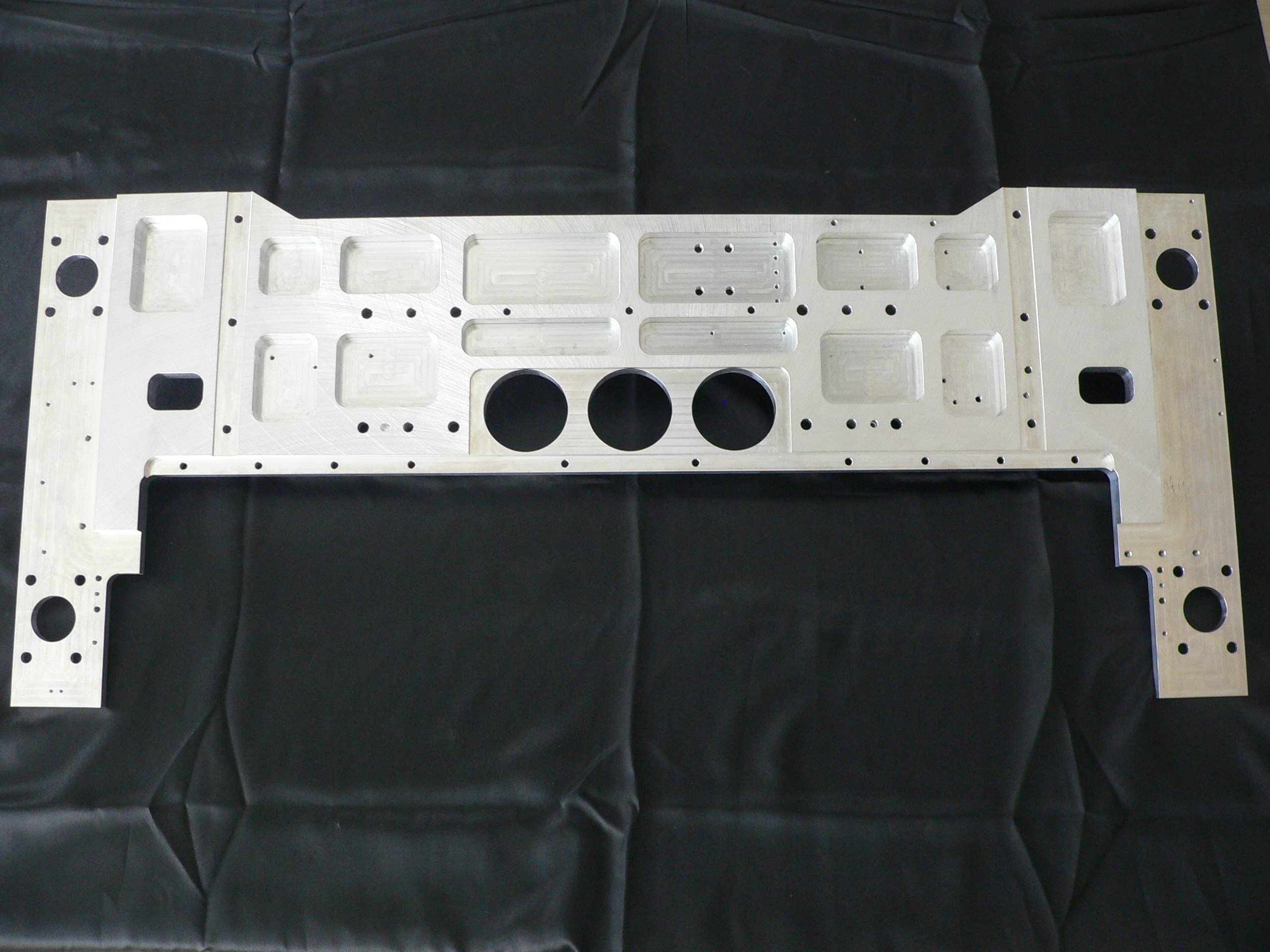
| 寸法 | 20 mm × 400 mm × 960 mm |
|---|---|
| 材質 | A5052 |
| 精度 | 底面平行度 30 μm・平面度 30 μm |
| 特徴 | ジグボーラにて底面の平面度、平行度30 μmを実現! |
| 参考価格 | - |
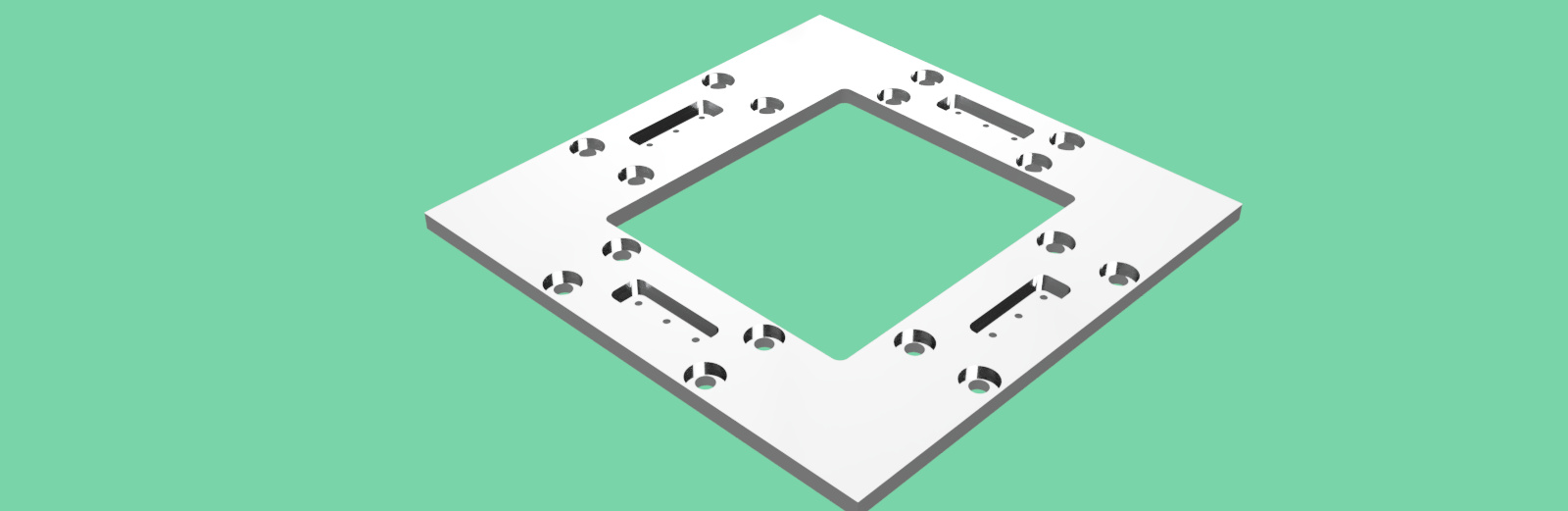
事例8:薄型アルミプレート
| 寸法 | t30×w800×L800 |
|---|---|
| 材質 | A5052 |
| 精度 | 平面度20μm |
| 特徴 | - |
| 参考価格 | - |
事例9:複雑形状 特注品加工事例
![複雑形状 [特注品加工事例]18](https://joyofuji.sakura.ne.jp/kikaibuhin-tuuhan2024/wp-content/uploads/2013/12/complicated18.jpg)
| 寸法 | 8×22×190 |
|---|---|
| 材質 | A5052 |
| 精度 | 穴ピッチ±0.01 |
| 特徴 | 穴ピッチ間10μを実現しています |
| 参考価格 | ¥15,500 |
事例10:プレート形状 特注品加工事例
![プレート形状 [特注品加工事例]12](https://joyofuji.sakura.ne.jp/kikaibuhin-tuuhan2024/wp-content/uploads/2013/12/plate12.jpg)
| 寸法 | 10×25×250 |
|---|---|
| 材質 | A2017 |
| 精度 | 平行度0.03、平面度0.03 |
| 特徴 | 平行度・平面度穴ピッチ間30μを実現しています |
| 参考価格 | ¥21,000 |
事例11:プレート形状 特注品加工事例
![プレート形状 [特注品加工事例]16](https://joyofuji.sakura.ne.jp/kikaibuhin-tuuhan2024/wp-content/uploads/2013/12/plate16.jpg)
| 寸法 | 25×130×150 |
|---|---|
| 材質 | A5052 |
| 精度 | 直角度0.05 |
| 特徴 | 底面部に対して直角度50μを実現しています |
| 参考価格 | ¥9,000 |
事例12:プレート形状 特注品加工事例
![プレート形状 [特注品加工事例]17](https://joyofuji.sakura.ne.jp/kikaibuhin-tuuhan2024/wp-content/uploads/2013/12/plate17.jpg)
| 寸法 | 8×140×140 |
|---|---|
| 材質 | A5052 |
| 精度 | 平行度0.1、平面度0.1 |
| 特徴 | 平行度・平面度0.1ミリを実現しています |
| 参考価格 | ¥12,000 |
事例13:薄板加工 1

| 寸法 | φ350、厚さ1.2 |
|---|---|
| 材質 | A7075 |
| 精度 | 平面度0.05 |
| 特徴 | 厚さ8ミリの薄板を削り厚さ1.2ミリ、平面度0.05を実現しました |
| 参考価格 | ¥90,000 |
最後に
長尺部品加工センターを運営する城陽富士工業では、
ミクロン単位の超高精度加工や横型加工など、お客様のあらゆるニーズにお応えする加工技術を保有しております。
長尺加工に関するお悩みは、是非、当社までご相談ください。